Creepy
Administrator  Dartmouth
Dartmouth
Posts: 18,718
|
Post by Creepy on Jan 14, 2010 20:12:49 GMT -4
......for another thread, but its a customized single axle tractor with a polished aluminum dump, used to be a "wagon" trailer from out west. real sharp little unit.
I have a custom truck bug, but its $$$$$$$. had myself 1/2 convinced to buy a 74 Autocar this fall, but passed.
|
|
|
|
Post by theonlybull on Jan 14, 2010 20:50:37 GMT -4
that's probably a good thing to pass on. those old autocars are cool old trucks, but i can imagine parts are getting hard to find...... i think if i found an old 4x4 oshkosh or a walter snow fighter, i might have to buy it....... for some unknown reason... we have a small collection of old tractors... somewhat fixed up and painted, but used. hard to enjoy toys when thier too nice  Alan J has a real nice old Merc' truck i'd like to have though |
|
Diffsmasher
Jeeper
 "Life is tough, its even tougher when you are stupid"- John Wayne
"Life is tough, its even tougher when you are stupid"- John Wayne
Posts: 176
|
Post by Diffsmasher on Jan 15, 2010 9:41:20 GMT -4
I love the old trucks too and have been toying with the idea of buying an old fire truck, ditching the pumper deck and making a flatbed toy hauler. Seems to be lots of old firetrucks around for reasonable prices.
|
|
90bronco
Jeeper
just smitin'
Posts: 3,415
|
Post by 90bronco on Jan 17, 2010 22:07:17 GMT -4
Any updates or parts being cut out?
|
|
Creepy
Administrator
Dartmouth
Posts: 18,718
|
Post by Creepy on Jan 18, 2010 10:26:15 GMT -4
oh yeah, I'm working away out there. trying to tune the cuts.   the dimensional accuracy is excellent, working on the finish. drew up some test pieces, working on feeds, speeds, voltages, getting rid of dross, and as it turns out, some ridigity issues. first few tests. its 14G, .060" F=feedrate in/min, Z=tip height above work, A=plasma amps.  gross. something is moving/not rigid. looking at the toolholder.  hhmm, floating head on Z is shakey, needed to preload these two bottom bearings on the rail. the one on the left is adjustable on a cam to preload.  frigged with that a bit. 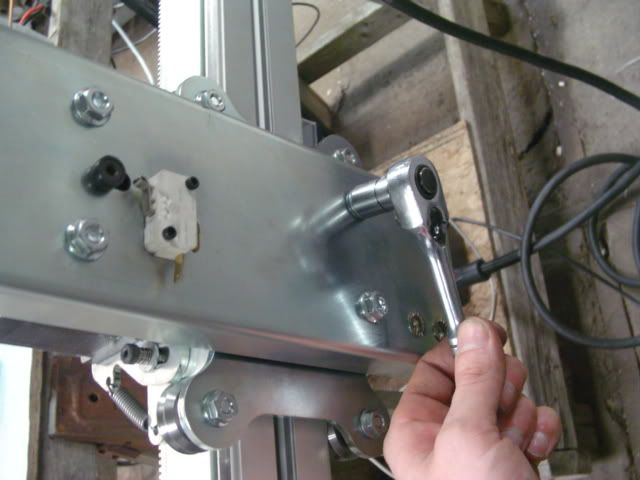  here it is rigid again, and I have turned on the corner decelleration feature, cutting at 400imp.  yep. that's 2x2x1" hole in 14G.  playing with a new drawing and cut directions.  made a Celtic candle thing out of 'em.  oooooohh, aaahhh $10 ;D  OK, enough screwing around. Here is a CJ motor mount plate in 9/16" hardplate. about 15 seconds to cut out. I drew it up in autocad first.    apparently thick stuff is easier.  Its damn near perfect running recommended settings, and I don't even have the voltage monitoring tip height working yet. Stainless water tray from Mariner Forge will be ready this week, looking forward to getting the water system working. The dust sucks ass, a mask i was wearing looks like i was hanging my head over the blast furnace at the steel plant. orange dust. oddly, the thick metal isn't 1/2 as bad as cutting the thin stuff. |
|
Bobbyxj
Jeeper
"60% of the time it works every time"
Posts: 723
|
Post by Bobbyxj on Jan 18, 2010 10:55:34 GMT -4
pure awesome
|
|
|
|
Post by DamnJeep on Jan 18, 2010 12:25:09 GMT -4
Dross.... I've never heard that term used for anything but that solid crap floating on top after they pour steel. Learned something new. We always called it plain old burning slag.  |
|
|
|
Post by theonlybull on Jan 18, 2010 12:27:31 GMT -4
thick stuff usually seems to work better, atleast with what i do.
using the calibrated eyeball, it looks like your still running too many amps on the 14 ga. 40 seams like alot... i'd be thinkin' 20amps myself.... now i have limited plasma use under my belt, but that's what it looks like to me.... things are too hot, and your arc is wandering
nice lookin' cuts on the 9/16" plate though. how square are the cuts? by the looks of the cut lines, the arc is tapering a little, i assume in the direction of travel
|
|
Creepy
Administrator
Dartmouth
Posts: 18,718
|
Post by Creepy on Jan 18, 2010 12:54:35 GMT -4
thick stuff usually seems to work better, atleast with what i do. using the calibrated eyeball, it looks like your still running too many amps on the 14 ga. 40 seams like alot... i'd be thinkin' 20amps myself.... now i have limited plasma use under my belt, but that's what it looks like to me.... things are too hot, and your arc is wandering nice lookin' cuts on the 9/16" plate though. how square are the cuts? by the looks of the cut lines, the arc is tapering a little, i assume in the direction of travel the thin Celtic knot stuff is getting heated up because its very localized. those settings on a straight line are good. turning down the amps screws it up....so more tuning for sure. The 2x2 with 1" hole is pretty good at those settings, not as much heat into the part. Water tray will help here too. I'm going to have to change everything once i start cutting over water, so I'm not going for perfection here, just trying to find bugs. the thick stuff - the squareness ("bevel" they call it) is pretty good, that's controlled by tip height. the lines are supposed to break to 10-15deg 1/2 way thru the material, and that's close too. the lines are supposed to be angled some. slowing feed to straight lines will build a ton of dross - or slag. now that Rico has mentioned it....dross isn't the right word, but everyone on the forums uses it in relation to plasma slag. i dunno. i draw the dross off molten zinc at work, and at the steel plant (2nd reference today) it floated on top of the transfer pots. dross is liquid inpurities that float to the surface. slag is slag, burnt solids. I'll have to stop using "dross" incorrectly, and start a fight on the metalworking forums. lol Anyway - anyone watching - i'm tuning here, this is not an indication of max quality and finish, this is literally the first cut on something thick. |
|
Sandboxcowboy
Jeeper
Oh yes, please tell me how deep that mud puddle was in beaver bank.....
Posts: 2,748
|
Post by Sandboxcowboy on Jan 18, 2010 16:07:51 GMT -4
I can wait to build something now just to see this thing work!!
|
|
90bronco
Jeeper
just smitin'
Posts: 3,415
|
Post by 90bronco on Jan 18, 2010 17:45:54 GMT -4
Nice cut's on the 9/16 , you're getting it worked out .... |
|
|
|
Post by theonlybull on Jan 18, 2010 20:09:58 GMT -4
thick stuff usually seems to work better, atleast with what i do. using the calibrated eyeball, it looks like your still running too many amps on the 14 ga. 40 seams like alot... i'd be thinkin' 20amps myself.... now i have limited plasma use under my belt, but that's what it looks like to me.... things are too hot, and your arc is wandering nice lookin' cuts on the 9/16" plate though. how square are the cuts? by the looks of the cut lines, the arc is tapering a little, i assume in the direction of travel the thin Celtic knot stuff is getting heated up because its very localized. those settings on a straight line are good. turning down the amps screws it up....so more tuning for sure. The 2x2 with 1" hole is pretty good at those settings, not as much heat into the part. Water tray will help here too. I'm going to have to change everything once i start cutting over water, so I'm not going for perfection here, just trying to find bugs. the thick stuff - the squareness ("bevel" they call it) is pretty good, that's controlled by tip height. the lines are supposed to break to 10-15deg 1/2 way thru the material, and that's close too. the lines are supposed to be angled some. slowing feed to straight lines will build a ton of dross - or slag. now that Rico has mentioned it....dross isn't the right word, but everyone on the forums uses it in relation to plasma slag. i dunno. i draw the dross off molten zinc at work, and at the steel plant (2nd reference today) it floated on top of the transfer pots. dross is liquid inpurities that float to the surface. slag is slag, burnt solids. I'll have to stop using "dross" incorrectly, and start a fight on the metalworking forums. lol Anyway - anyone watching - i'm tuning here, this is not an indication of max quality and finish, this is literally the first cut on something thick. not getting into plasma much, i have mostly radiograph experiance to draw on, and with the oxy/ace if your lines are drawing 10-15 * your getting close to loosing the cut. it's a fine line with any machine to get everything in the zone so slag doesn't happen.. i wondered about it being called dross, but i've seen both used and didn't pay much nevermind. we cast a fair amount of babbit, and dross is the impurities you skim off the top. looks good man, i'm watching, weather anyone else is or not lol |
|
90bronco
Jeeper
just smitin'
Posts: 3,415
|
Post by 90bronco on Jan 18, 2010 20:30:47 GMT -4
New to me and don't understand a little bit of it but do most, you guys talking shop so to speak usually answer's a question i have . My eye's are pealed ,tune away . ;D " wonder's if Jan is cutting Scott 8.8 diff cover pieces " |
|
Creepy
Administrator
Dartmouth
Posts: 18,718
|
Post by Creepy on Jan 20, 2010 12:13:52 GMT -4
|
|
Old Yeller
Jeeper
Its... sitting next to my garage. Poor girl.
Posts: 2,890
|
Post by Old Yeller on Jan 20, 2010 12:19:05 GMT -4
Just a thought,
For your testing on 1/4" or so, maby cut out extended CJ/YJ shackles. I don't need any, but at least you could sell em. Unless those square's with a hole have some sort of use.
Rob D
|
|






 Its damn near perfect running recommended settings, and I don't even have the voltage monitoring tip height working yet.
Its damn near perfect running recommended settings, and I don't even have the voltage monitoring tip height working yet.




